煤气管道带压封堵装置:城市能源动脉的“不停输手术刀”
在城市地下错综复杂的管网系统中,煤气管道的安全运行关系着千家万户的炊烟与工业生产的脉搏。然而,随着管道服役年限增长,腐蚀老化、第三方破坏等问题难以避免。如何在保证用户不停气的前提下完成维修、改造作业?煤气管道带压封堵装置应运而生,成为保障城市能源动脉畅通无阻的“特种装备”。本文将从技术原理、装置分类、设备构成、作业流程等维度,系统解析这一关键技术的核心内涵。
一、煤气管道封堵的技术挑战与应对之策
煤气管道带压封堵,是指在管道保持正常运行、介质持续输送的状态下,通过专用装置在管线上实施开孔、封堵、换管等作业的特种技术。与传统停输放空作业相比,这项技术的核心价值在于“不停输”——既不影响下游用户的正常用气,又能安全、高效地完成维修任务。
然而,煤气管道的特殊性给封堵作业带来了严峻挑战。城市燃气管网中大量采用螺旋焊缝钢管,这种管道的椭圆度、内壁光洁度都较差,而且内壁有一条凸起的螺旋缝。管道内积存的铁屑、杂质以及输送介质的压力波动,都可能影响封堵的严密性。此外,随着管道运行压力从低压到次高压(可达1.2MPa以上)的跨越,对封堵装置的密封性能提出了更高要求。
正是基于这些挑战,煤气管道带压封堵装置经过数十年的技术迭代,发展出了适应不同工况的多种形式,形成了完整的装备体系。
二、主要封堵装置类型与技术原理
根据封堵原理和适用工况的不同,煤气管道带压封堵装置主要分为以下几类:
1. 皮碗式封堵装置
皮碗式封堵是西方发达国家普遍采用的技术。其原理是在管道上用开孔机械切出马鞍形孔,再用封堵器通过液压传动推动曲柄连杆,将高分子橡胶皮碗送入管内,推向供气反方向,达到封堵气源的目的。
这种装置的优点是开孔时间短,皮碗在管道内行进时所受推力较大,密封效果好,适用压力范围广。但传统皮碗式封堵存在两个突出问题:一是密封面是一个斜平面,进入管道后受管道椭圆度影响受力不均,容易产生褶皱造成燃气泄漏;二是管道开孔后产生的铁屑无法被气流带走,积存在开孔处影响密封效果。
针对这些问题,研发团队对皮碗结构进行了改进:采用多道线密封设计,解决了高压和低压工况下难以封严的难题;配套开发扫屑装置,将铁屑推离密封区域。
2. 膨胀桶式封堵装置
膨胀桶式封堵主要针对较恶劣的管道状况而设计,在我国高中压城市燃气管道中应用广泛。其原理是先在带压状态下,用开孔机械将所需改造或抢修的管段整管切断,然后用封堵器将膨胀桶(外表面粘有耐高压胶板)沿着切断孔送入管道中央,通过封堵器的传动装置将桶膨胀,从而封住气源。
由于封堵孔是整个管径,因此无论管道有无杂质或变形,都不会影响封堵效果。但这种方式需要进行整管切断,耗时较长,成本较高,也会对交通造成一定影响。
3. 柱塞式换阀器
针对城镇燃气闸井内放散阀门、调压箱等调压设备更换工况,研发团队开发了封堵头和下堵器可分离的专用柱塞式换阀器。这种装置满足了带压换阀高效作业及户不间断供气需求,显著降低了劳动强度和施工成本。
4. 折叠式封堵装置
折叠式封堵是一种较新的技术,通过一个不等径孔把一个收折的折叠封堵头送入管道,到位后展开实现封堵。这种装置兼顾了开孔尺寸小和封堵可靠性高的优点,适用于空间受限的作业场景。
5. 小型轻量化封堵设备
针对城镇燃气管道狭小空间作业工况,行业开发了小型轻量化管道带压开孔系列封堵器、开孔机及管件等配套装置。这些设备实现了机械化作业,减少了天然气放散对环境的污染,提高了封堵现场作业安全性、工作效率和工程质量。针对楼前引入管及户内管道的带压维修需求,还开发了专用配套设备,提高了施工安全性和便捷度。
三、封堵装置的核心系统构成
一套完整的煤气管道带压封堵装置,是由多个子系统组成的复杂装备体系。
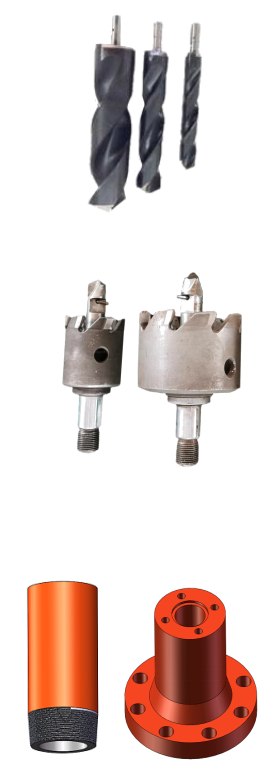
1. 开孔机系统
开孔机是实现管道带压开孔的核心设备。其工作原理是在管道保持运行状态下,通过特殊的密封结构和切削刀具,在管壁上开出所需尺寸的孔洞。开孔过程中,中心钻先钻透管壁定位,然后筒刀进行环形切割,切下的鞍形板需完整取出,防止掉入管道引发事故。
现代开孔机具备精密的进给控制和可靠的密封性能。开孔作业前,需检查中心钻、筒刀安装位置是否与管道中线垂直;开孔过程中通过设备操作规程和切削声音综合判断转速与进给量是否匹配,以保证开孔质量。
2. 封堵器系统
封堵器是执行封堵动作的执行机构。根据不同原理,封堵器的结构各异:皮碗式封堵器包含曲柄连杆机构和皮碗组件;膨胀桶式封堵器包含传动装置和膨胀桶组件;折叠式封堵器包含折叠机构和封堵头组件。
作业的关键在于密封效果的可靠性。封堵期间,管道运行压力变化会对封堵效果产生影响。打开平衡孔检查压力回升情况以确定封堵是否成功,此环节需施工各方共同见证。
3. 夹板阀与管件系统
夹板阀是管内介质与外部环境隔断的唯一阀门,其密封效果将直接影响作业安全。在开孔、封堵、下塞等各工序中,夹板阀都起着关键的隔离作用。
封堵三通是永久焊接在管道上的管件,为开孔和封堵提供接口。三通焊接需严格控制质量,除按标准要求进行分层检测和24小时延迟检测外,还应根据现场情况进行48小时后的延迟裂纹检测。
4. 旁通系统
当封堵管段后,介质需要通过旁通管线绕过作业段继续输送。旁通系统包括旁通管道、阀门、支撑结构等。旁通管线的所有焊口均需进行无损检测,不得以临时管线为由进行抽检。无损检测合格后进行管道试压前,还需对旁通管道的支撑固定进行检查,防止震动过大。
5. 辅助系统
包括氮气置换系统、检测仪器、液压动力单元等。氮气用于作业前后置换管道内的可燃气体,保障动火安全;检测仪器用于检漏和过程监控。
四、标准作业流程与质量控制
煤气管道带压封堵作业通常遵循以下标准化流程:
1. 作业前准备
包括现场踏勘、作业坑验收、设备检查等环节。踏勘时需确认管道直焊缝位置不得位于管道正上方,以免影响开孔作业。充分测量管道倾斜角度,以便带角度开孔封堵作业的数据测量计算以及操作控制。
作业坑验收时,动火坑与封堵坑之间需设置隔墙,保证动火作业在相对独立的空间内进行。
2. 三通焊接与开孔
焊接三通后,安装夹板阀和开孔联箱,进行开孔作业。开孔结束后第一时间检查鞍形板是否取出,进而检查中心钻、筒刀的磨损情况和鞍形板切割面的平整情况,以推断开孔过程是否平稳和对后续封堵的影响
3. 旁通建立与封堵
安装旁通管线并进行试压检测,确认无泄漏后,操作封堵器实施封堵。封堵成功后,平衡孔应处于敞开状态,保证封堵头与隔离囊之间不憋压。
4. 动火连头作业
对隔离段进行氮气置换、放空后,进行断管和新管段连头作业。第一道口应采用机械断管的方式进行,断管过程中应持续注氮保护。
5. 下塞柄与恢复
连头完成后,将开孔时取下的鞍形板经过修边以后与塞柄焊接,回装至管道上。下塞柄时要确保压力稳定,以防压力不稳可能造成塞柄错位无法有效锁紧。塞柄锁紧后拆除联箱,安装盲法兰并进行检漏。
五、实际应用案例与技术突破
案例一:雄安新区次高压管道封堵
2025年,工程公司在雄安新区高铁站片区N9路出廊燃气管道改移项目中,首次成功实施DN400次高压输气主管线不停输带压封堵作业。面对1.2MPa管道运行压力,技术团队自主研发“精准定位+自适应封堵”核心工艺,创新融合机械塞式封堵技术,在保障管网持续供气状态下实现零泄漏密封。经54小时连续作业完成28道焊口施工,无损检测一次合格率达100%,最大限度降低对雄安新区民生用气的影响。
案例二:PE管道双封双堵技术应用
2025年7月,陕西铜川天然气公司成功完成PE管道双封双堵不停输作业演练。作业过程中,抢险人员完成封堵管件与母管的电熔焊接后,依次进行开孔作业、清扫作业、封堵截流、断管更换、下堵作业五步闭环操作。尽管演练中设置了人员意外受伤的突发状况,但双封双堵工艺始终保持管道压力稳定,用户供气未受任何影响,作业时效性较上次演练提升10%,真正实现了用户“零感知”抢修。
案例三:厦门首例不停输封堵
厦门北动车所油气管线迁改工程涉及9.3万平方米征地范围,需新建天然气和成品油管道约3.9公里。由于迁改管道是向厦门和漳州地区供气的唯一主干管道,涉及大量居民和工业用户,为减轻对下游用户供气的影响,有关方面决定采用不停输带压封堵作业。这是福建省首例应用不停输带压开孔封堵技术的燃气工程,迁改期间管道仅降压但能够正常供气,最大限度保障了民生用气需求。
六、技术创新与发展趋势
1. 设备轻量化
针对城镇燃气管道狭小空间作业工况,行业研发了小型轻量化管道带压开孔系列封堵器、开孔机及管件等配套装置。铝合金机架的应用大幅减轻了设备重量,便于快速到达抢修地点。
2. 智能化监控
现代封堵装置逐步配备传感器实时监测开孔封堵设备的运行状态及相关参数,使操作人员能够精准掌握设备工况,预判潜在风险。红外热像仪、压力传感器的应用,实现了作业过程的可视化监控。
3. PE管道专用技术
随着聚乙烯燃气管道的大量应用,PE管道带压封堵技术取得突破。通过电熔焊接连接封堵管件与母管,采用专用开孔设备和封堵器,实现了PE管道的“不断气、不中断”作业。
4. 标准体系完善
我国已建立完善的带压封堵技术标准体系。GB/T 28055-2023《钢质管道带压封堵技术规范》于2023年5月发布实施,为作业提供了规范依据。此外,SY/T 6150系列等行业标准也明确了具体技术要求。
七、结语
煤气管道带压封堵装置,是城市燃气安全保障体系中的核心技术装备。从皮碗式到膨胀桶式,从柱塞式到折叠式,从金属管道到PE管道,这一技术体系正不断丰富和完善。每一次成功封堵的背后,都是精密的机械设计、严谨的工艺流程和丰富的实践经验共同作用的结果。
对于燃气运营企业而言,掌握带压封堵技术意味着拥有了应对突发事故的“杀手锏”;对于装备制造企业而言,持续创新封堵装置是在为城市能源安全构筑坚实屏障。随着城市燃气管道老化更新改造工作的推进,这项技术必将发挥更加重要的作用,守护万家灶台的蓝色火焰。

 冀公网安备13092502002399号 冀ICP备2023001142号-1
冀公网安备13092502002399号 冀ICP备2023001142号-1